Table of Contents
プラスチック金型射出成形による量産のメリット
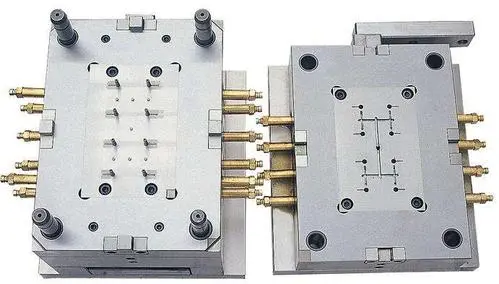
プラスチック金型射出成形は、溶融したプラスチック材料を金型キャビティに射出する工程を含む、広く使用されている製造プロセスです。このプロセスは、その効率性、精度、費用対効果の高さから、プラスチック部品や製品の大量生産に一般的に使用されています。大量生産にプラスチック金型射出成形を使用することにはいくつかの利点があります。それについては、この記事で詳しく説明します。
| 素材の選定 | カラー |
| PP/PC/ABS/PET/PEEK/etc. | OEM/ODM |
プラスチック金型射出成形の主な利点の 1 つは、同一の部品を高い精度と一貫性で大量に生産できることです。このプロセスで使用される金型は仕様を正確に満たすように設計されており、製造される各部品が次の部品と同一であることが保証されます。このレベルの精度は、製品に一貫した品質と性能を必要とする産業にとって不可欠です。
プラスチック金型射出成形のもう 1 つの利点は、複雑な形状や複雑な詳細を効率よく製造できることです。金型キャビティは、他の製造プロセスでは実現が困難または不可能な複雑な特徴や詳細を備えて設計できます。このため、プラスチック金型射出成形は、歯車、ねじ、薄肉などの複雑な形状の部品の製造に最適です。
プラスチック金型射出成形は、その精度と複雑さに加えて、大量生産においてコスト効率の高い製造プロセスでもあります。金型を一度作成すると、生産量が増えるにつれて部品あたりのコストが大幅に下がります。このため、プラスチック金型射出成形は、大量のプラスチック部品や製品を生産するためのコスト効率の高いソリューションになります。
さらに、プラスチック金型射出成形は、部品を数秒で生産できる高速かつ効率的なプロセスです。各部品のサイクルタイムは比較的短いため、高い生産率と迅速な納期が可能になります。このため、プラスチック金型射出成形は、速い生産速度と短いリードタイムを必要とする業界にとって理想的な選択肢となります。
さらに、プラスチック金型射出成形は、幅広いプラスチック材料に対応できる汎用性の高いプロセスです。射出成形プロセスではさまざまな種類のプラスチックが使用でき、それぞれに独自の特性と特性があります。この多用途性により、メーカーは、強度、柔軟性、耐熱性、その他の特性など、特定の用途に最適な材料を選択することができます。
さらに、プラスチック金型射出成形は、廃棄物を最小限に抑えた持続可能な製造プロセスです。成形プロセス中に生成される余分なプラスチック材料はリサイクルして再利用できるため、生産における環境への影響全体が軽減されます。このため、プラスチック金型射出成形は、より多くの廃棄物が発生する他の製造プロセスと比較して、より環境に優しい選択肢となります。
結論として、プラスチック金型射出成形は、精度、複雑さ、費用対効果、効率、多用途性など、大量生産に多くのメリットをもたらします。そして持続可能性。この製造プロセスは、複雑な詳細と速い生産速度を備えた大量の同一部品を必要とする業界に最適です。プラスチック金型射出成形は、高品質の部品を低コストで生産できるため、生産プロセスを合理化し、一貫した高品質の製品を顧客に提供したいと考えているメーカーにとって好ましい選択肢です。
プラスチック金型の射出成形工程に共通する課題
プラスチック金型射出成形は、溶融プラスチックを金型キャビティに射出して目的の形状を作成する、広く使用されている製造プロセスです。このプロセスには、高い生産効率や設計の柔軟性など多くの利点がありますが、それなりの課題も伴います。この記事では、プラスチック金型の射出成形で直面する一般的な課題のいくつかを検討し、それらを克服するための潜在的な解決策について説明します。
プラスチック金型の射出成形における主な課題の 1 つは、金型キャビティ全体で均一な冷却を達成することです。不均一な冷却により、プラスチック部品が不均一に収縮し、反りや寸法の不正確さが生じる可能性があります。この問題に対処するために、金型設計者は成形品全体に一貫した冷却を確保するために冷却チャネルを金型に組み込むことがよくあります。さらに、これらの冷却チャネルの配置と設計を最適化すると、サイクル タイムの改善と生産コストの削減に役立ちます。
プラスチック金型の射出成形におけるもう 1 つの一般的な課題は、成形品の表面にヒケが発生することです。ヒケは、部品の外面が内部コアよりも早く冷えて固化するときに形成されるくぼみまたはディンプルです。ヒケのリスクを最小限に抑えるために、金型設計者は部品の壁の厚さを調整し、リブやガセットを使用して薄い部分を補強し、ゲートの位置を最適化して金型キャビティへの均一な充填を確保できます。
通気が不十分であることもまた課題です。プラスチック金型の射出成形プロセス中に発生する可能性があります。通気が不十分だと、金型キャビティ内に空気やガスが閉じ込められ、完成部品に焼け跡、気泡、ボイドなどの表面欠陥が生じる可能性があります。これらの問題を防ぐために、金型設計者は、射出プロセス中に空気とガスが逃げることを可能にする通気チャネルの配置と設計を慎重に検討する必要があります。金型の最適なパフォーマンスを確保するには、通気口の定期的なメンテナンスと清掃も不可欠です。

プラスチック金型射出成形において高品質の部品を実現するには、金型キャビティ内の溶融プラスチックの流れを制御することが重要です。ただし、特に複雑な形状や薄肉の部品を成形する場合、適切な流量制御を実現するのは困難な場合があります。この課題に対処するために、金型設計者は高度なシミュレーション ソフトウェアを使用して、金型キャビティ内のプラスチックの流れを分析し、最適化できます。さらに、射出速度、圧力、温度を調整すると、流量制御が改善され、ショート ショットやフラッシュなどの欠陥のリスクが軽減されます。
一貫した部品の品質と寸法精度を維持することは、プラスチック金型の射出成形における重要な課題です。材料特性、加工条件、金型設計の変動はすべて、最終部品の品質に影響を与える可能性があります。この課題に対処するために、メーカーは部品の定期的な検査とテスト、プロセスパラメータの監視、機器の校正などの厳格な品質管理措置を導入する必要があります。さらに、高品質の材料と工具への投資は、部品の一貫した品質を確保し、欠陥のリスクを軽減するのに役立ちます。
結論として、プラスチック金型射出成形は製造業者に多くのメリットをもたらしますが、それなりの課題も伴います。これらの共通の課題を理解して対処することで、メーカーは成形プロセスを最適化し、部品の品質を向上させ、生産コストを削減できます。慎重な設計、分析、最適化を通じて、メーカーはプラスチック金型射出成形の課題を克服し、製造業務で成功を収めることができます。